This is a proverb that dates from at least the 17th century but, when extolling the ingredients in beer, with many beer drinkers, malt usually plays second fiddle to hops. However, this wonderful ingredient impacts on a beer in lots of ways. As well as giving beer flavour, malt is responsible for most of the colour of a beer, its mouthfeel and alcohol content.
Barley, from which malt is made, is among the world’s most frequently grown grain, with maize taking top slot and of which 40% is grown in the USA. In the UK, around 35% of the barley grown is used for malt; the remainder going for animal feed. A trip to one of the heartlands of malt production, East Anglia, showed some of the art and science behind producing malt as well as the many challenges.

Simpsons, who hosted the visit, has a long history as a maltster. Set up by James Simpson in 1862, by World War 1 they had 17 floor maltings; today there are just two: Berwick-upon-Tweed (Northumberland) and Tivetshall in Norfolk. This reflects the decline in the beer market but also improving efficiencies. Berwick is now the largest barley maltings in the UK with Norfolk concentrating on specialist malts (e.g. coloured malts, crystal and caramalts) and grains such as oats and rye.

When it comes to malt production, sustainability is inevitably on the agenda, although Simpsons declare that the malt whisky market is ahead of the beer market. Consistency, and knowing the provenance of the grain, has also been a key strategy for Simpsons, with the maltsters forming long term partnerships with selected growers. Meeting one such farmer showed that success is far from easy to achieve. Richard, who runs a family farm, started by explaining how the variability of the weather is a major issue. “It’s been the driest spring for over a century but we were saved by rain in late May/June”, he said, adding, “We can’t just build a (water) reservoir. Natural England won’t allow it”. He then went on to describe the two barley crops. “Drilling of the winter barley starts in September/October. Flagon is one variety used; it’s been around for about 20 years and is good for making crystal malt.” Spring barley is drilled around February and has a shorter growing season, allowing time for another crop. One such spring barley is the famous Maris Otter, much beloved by many brewers. It’s been in existence for 60 years and Rob, Simpson’s grain buyer, explained that when it is grown there is a royalty to pay. Richard tends to plant Laureate, which is used for both beer and distilling.
Besides the weather, changes in farming subsidies have created a bit of a roller coaster. Richard was getting around £90k for farming in an environmentally friendly fashion, which then just stopped. Rob followed on from Richard to explain how such partnerships with growers are developing. One such initiative is taking place in the north where ergonomists are working to measure the carbon in the soil to see how different interventions by farmers affect the carbon level.
On arrival at the maltings, each delivery of grain is analysed and the quality checked to ensure it matches what the grain buyer has agreed with the farmer. They check for the nitrogen and water content and, if the water content is above 14%, the grain is dried before it is stored. The grains are also assessed for their enzyme and protein levels and a sample kept to check for any infestation. With the exception of roasted barley, the grain is initially steeped in water for around two days but this depends on the type of malt to be produced (see diagram). Once the grain reaches 42% to 45% moisture, germination is then allowed to occur, except for chocolate and black malts. Grains destined to be made into chocolate and black malts are roasted after steeping. This is done using a roasting drum, which can take anything up to five hours and at up to 200 degrees. The colour is checked by eye of the operator.
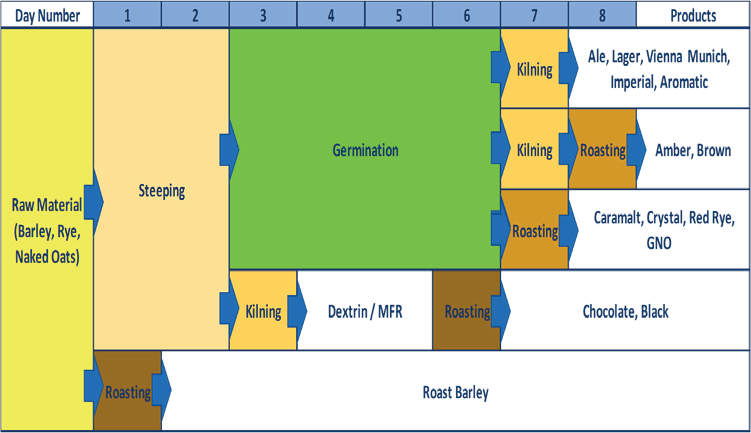
Enzymes convert the longer starch chains in the grain into shorter sugar chains (mainly maltose) so that it can be easily consumed by the yeast. To do this, the grains are allowed to germinate after steeping. This is known as malt modification. Ale malt takes longer to germinate than a lager malt and the latter is less modified. At Tivetshall, a three-foot deep bed of grain is created and air is blown through at 22 degrees, with the grain being turned a couple of times a day to help separate the rootlets that form on germination. These days, this is no longer done manually, something that used to cause the industrial injury ‘monkey shoulder’.
What then happens to the germinated grain depends on the end product. Caramalt, crystal and red rye are just roasted. Ale, lager, Vienna, imperial, aromatic, malted wheat and malted oats are ‘kilned’. Here the grain is heated for up to a day, with the last four hours at what is called the ‘curing temperature’, which varies from 82 degrees to 90 degrees according to the type of malt being produced. The malt is then bagged with around 70% left whole and 30% crushed. It is then up to the brewer to weave their magic and use this wonderful malt to make wonderful beer! For more information, go to www.simpsonsmalt.co.uk.
Christine Cryne